山东鹰眼机械科技有限公司
Shandong Yingyan Machinery Technology co., LTD
服务咨询热线
15684092666
山东鹰眼机械科技有限公司
Shandong Yingyan Machinery Technology co., LTD
服务咨询热线
15684092666
联系人:孙经理15684092666
电话:0535-6730466
邮箱:350007968@qq.com
网址:www.sdyydjj.com
地址:山东省烟台市莱山区隆昌路157号
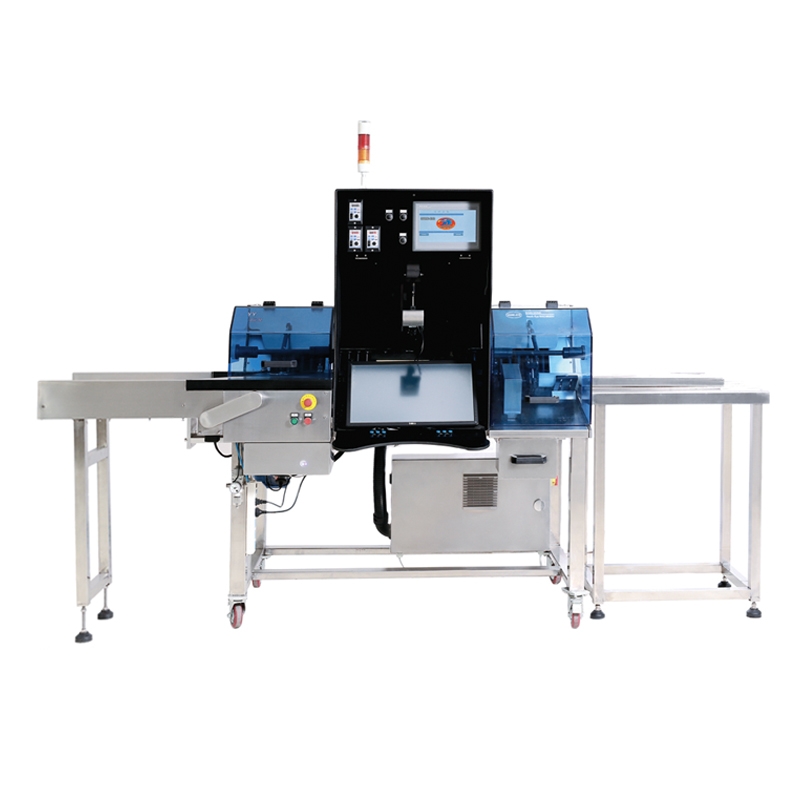
在制药、食品、日化等瓶装产品检测领域,产能与精度的平衡一直是企业痛点,单工位灯检机难以满足高产需求,全功能多工位设备成本过高,而双工位灯检机凭借“高效、精准、高性价比”的特性,成为中小规模化产线的优选方案。对于刚接触自动化检测的企业来说,理清双工位灯检机的定义、核心价值,是选型的一步,本文就带大家全面拆解这款热门检测设备。
双工位灯检机是基于机器视觉、光学成像与自动化技术升级的智能检测设备,属于全自动灯检机的细分品类,核心特点是配备两个独立检测工位,可实现同步检测或分工序检测,兼顾检测效率与全面性。相较于单工位设备,它无需大幅增加机身体积,就能实现产能翻倍;相较于多工位(三工位、四工位)设备,它结构更精简、造价更低、维护更便捷,完美适配中小型药企、食品厂的产线需求。
从工作逻辑来看,双工位灯检机的两个工位各司其职、协同作业:工位主要负责瓶内可见异物检测,通过高速旋瓶、光学成像,捕捉玻璃屑、纤维、沉淀、微粒等杂质;第二工位专注瓶身外观、瓶口密封、液位偏差等缺陷检测,实现“异物+外观”一站式筛查。部分机型还支持双工位同步检测同类项目,进一步提升检测速度,满足高产线需求。
对比单工位灯检机,双工位机型优势十分突出:单工位效率仅100-300瓶/分钟,双工位可突破300-500瓶/分钟,效率提升近一倍;且分工检测避免了单工位兼顾多项检测的精度损耗,误检率、漏检率控制在0.8%以内。同时,双工位灯检机保留了全自动设备的合规性,符合GMP、SC认证要求,具备数据追溯、自动剔废功能,是企业升级检测环节的高性价比选择。
随着行业产能扩张与监管趋严,单工位人工或半自动检测逐渐被淘汰,双工位灯检机凭借“平衡产能、精度、成本”的核心优势,成为中端产线的刚需设备。无论是安瓿瓶、西林瓶,还是口服液瓶、饮料瓶,双工位机型都能适配,后续文章将深入拆解其工作原理、选型技巧、应用场景等内容,助力企业精准选购。